
What services we provide
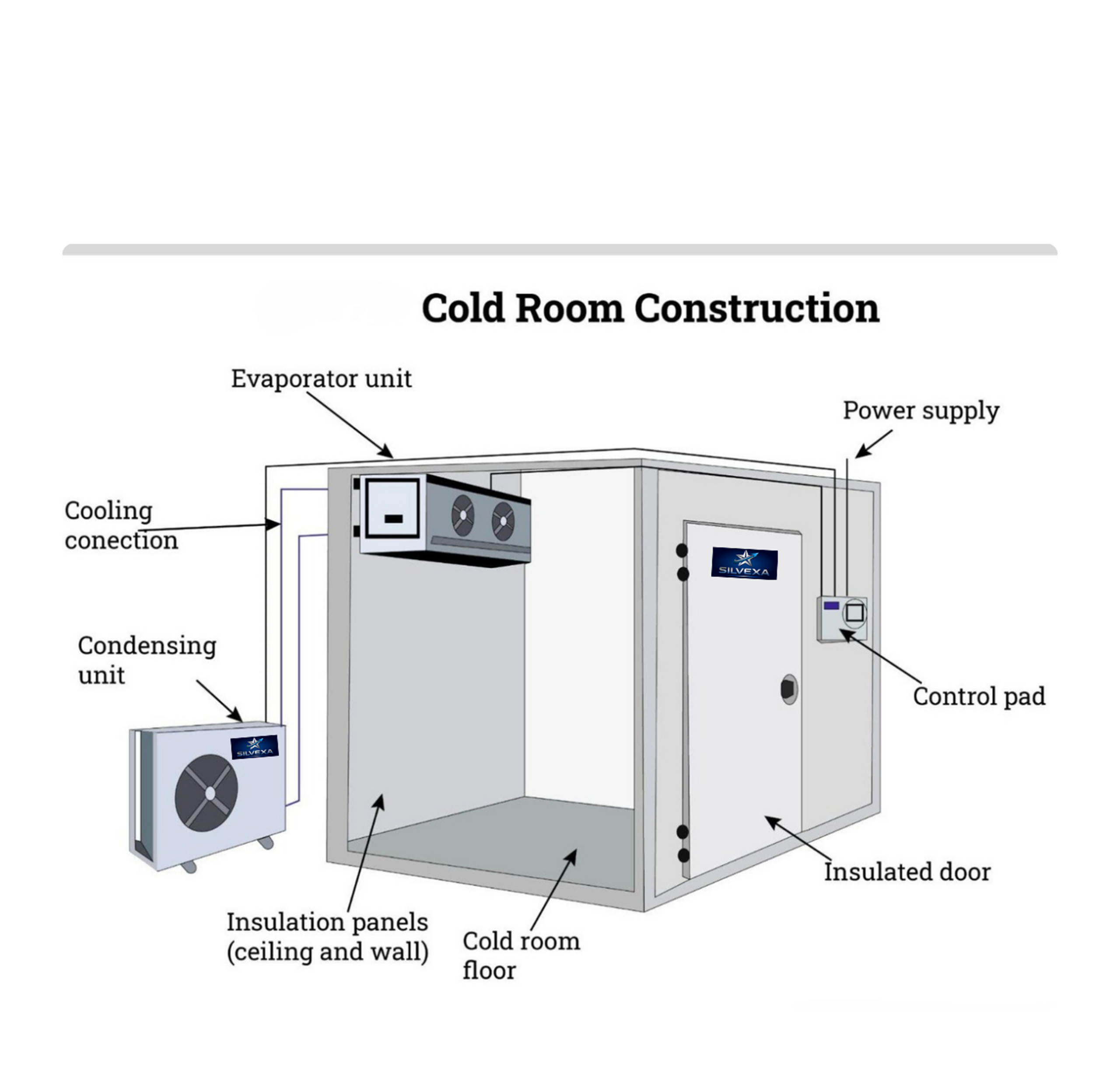
SILVEXA manufactures and installs premium Modular Cold Rooms designed for the specific storage needs of the food, pharmaceutical, and logistics industries. Unlike standard rooms, ours are built using high-density PUF panels that ensure excellent thermal insulation and reduced electricity consumption.
High-Density Insulation
We use Eco-friendly PUF insulation with a density of 40–42 kg/m³. This ensures minimal heat transfer and maintains stable internal temperatures even when outside heat is extreme.
Airtight Cam-Lock System
Our panels utilize a precision tongue-and-groove system with cam-locks. This ensures a completely airtight seal to prevent thermal leakage and allows for easy dismantling or expansion in the future.
Hygienic Finishes
Available in SS 304 or Pre-painted GI. Our surfaces are easy to clean and prevent bacterial growth, making them ideal for dairy and meat storage.
Safety & Protection
Every unit comes with built-in safety features including High/Low-Pressure (HP/LP) cutouts, oil protection switches, and phase protection to prevent compressor failure.
How we work
Discussion
We start by analyzing your site conditions, product storage requirements, and daily throughput to understand your specific cooling needs.
Strategy
Our engineering team performs precise Heat Load Calculations to select the exact machine capacity and insulation thickness required for maximum efficiency.
Implementation
We execute the project using pre-fabricated modular panels and precision piping. Our cam-lock system ensures airtight assembly and rapid installation.
Results
We conduct rigorous testing, including pressure tests and temperature pull-down trials, ensuring the system performs perfectly even at 52°C ambient temperature.
Support
Our relationship continues after handover. We provide comprehensive AMC (Annual Maintenance Contracts) and 24/7 technical support.